张文静生发 张文静:餐厨垃圾资源化利用厌氧发酵技术
北京时代桃源环境科技有限公司代表张文静:餐厨垃圾资源化利用,厌氧发酵技术
大家好,非常荣幸能够代表北京时代桃源环境科技有限公司参加这次论坛。今天我发言的内容主要是两大块,第一块是对我们时代桃源进行一个简单介绍,第二部分就是给大家介绍一下餐厨垃圾,厌氧处理的相关技术。首先介绍一下我们公司,我们公司主营的业务有两大块,一块就是餐厨垃圾的厌氧处理,这块业务主要包括像餐厨垃圾、厨余垃圾,还有市政污泥等等这样有机垃圾的厌氧消化。

还有低热值处理的利用,比如沼气等等其他一些低热值气体。
我们公司是在2004年成立,总部在北京中关村,同时在江苏的无锡我们设有加工厂,我们公司成立至今一直都是从事市政工程方面的工程,所以具有多年的市政工程的实践经验,所以我们公司是北京35家火炬企业之一,注册资金3340万,专业服务团队有员工78人,博士3人,他们还是海归博士等等。

同时我们公司获得了24项国家专利,其中有16项是发明专利,同时有一项省部级科技成果,五项软件著作权,同时还参与编制了以下的一些行业规范,其中与餐厨垃圾厌氧处理技术规范,这个规范在今年5月1号已经正式实施。

截止到2012年年底,这张幻灯片显示的是我们统计的数据,这张幻灯片的显示是我们公司工程案例的分布,比较有代表性的工程项目一个是在山西最大的煤层气发电工程等,同时我们的低热值气体处理的设备还出口到亚洲和非洲。

这个是我们部分的客户(PPT),对于餐厨垃圾处理这块,我们在国内的业绩主要就是鄂尔多斯的康巴什餐厨垃圾处理工程,这个项目在去年11月已经验收。还有深圳下坪的餐厨垃圾处理中式工程,今年1月已经完成建设,目前正在运行中。再就是在青岛建有餐厨垃圾处理工程,这个项目安装已经完成,目前在调试中。最后就是秦皇岛的垃圾处理工程,现在这个设备基本到厂。

这是几个案例大概的处理规模,康巴什处理规模大概是100吨每天,深圳下坪是50吨每天,这是还有广州的第一个用集装箱装,装下所有的处理设备。青岛的餐厨垃圾处理是200吨每天,秦皇岛是150吨每天。

前面是对于我们公司以及业绩方面简单做了一个简单介绍。接下来就进入到第二部分,给大家介绍一下餐厨垃圾的厌氧处理技术。主要内容分四块,第一块是餐厨垃圾的概念及特性,它由餐饮垃圾和厨余垃圾组成的,餐饮垃圾主要由餐馆、食堂它的剩余物,包括油脂、面点等加工过程中的废弃物。

厨余垃圾就是在我们日常生活中产生的,我们丢弃的果蔬以及下脚料易腐的垃圾。因为餐厨垃圾我们提倡单独处理,它与其他城市垃圾处理相比,它的组成简单一点,有很多杂物在里边,成分更为简单。所以它的有毒有害物质,例如重金属的含量就比较少,所以它相对于其他的城市垃圾来说,是更利于回收和利用的。

还有一个特点就是它的油脂和盐分含量比较高,由于油脂含量比较高,所以餐厨垃圾给人的感觉就是比较粘稠,所以它处理起来相对来说也就比较困难一点。同时因为盐份含量高,如果采用生物方法来处理的话,它对生物的活性也会有一定的影响。

所以这个也会导致它的处理难度的提升。对于中国来说,餐厨垃圾资源化利用它的现状目前主要的利用方式有饲料化、耗氧堆肥和厌氧发酵三种,这是资源化利用的方式。对于第一种饲料化处理,这个是目前国内比较常用的一种处理方法,因为它的餐厨垃圾里面的营养元素含量是非常丰富的,但是以疯牛病为典型的案例就揭示了餐厨垃圾作为动物饲料,它是存在安全问题的。所以对于饲料化处理的话,现在国家明文是要控制的。

第二个利用方式就是做耗氧堆肥。通过两次发酵,通过耗氧的微生物,把餐厨垃圾里面的有机物转化为腐殖质,它主要的作用就是作为土壤的肥料,可以起到一个改土和增产的作用。同时这个餐厨垃圾堆肥做肥料也会存在一定的问题,第一个就是因为餐厨垃圾里边的芫分含量比较高,所以它如果说适用到土壤里边,就有可能会因为处理不当得过程导致土壤的盐碱化。
同时耗氧堆肥的处理工艺就决定了它的生产,从它的收集一直到最后制成肥料,这个周期是非常长的。
同时它的占地面积比较大,臭气也是比较恶劣的。所以同时最后堆肥的产品在中国市场大家也都知道目前是存在一个销路问题,所以从这个角度来说的话,这个堆肥的工艺在目前的项目里边,成功的案例也不是太多。
最后一种利用方式就是厌氧消化。厌氧消化是在特定的厌氧环境下,利用厌氧微生物对其中的有机物进行降解,它主要通过预处理和后端的主体厌氧发酵过程,使餐厨垃圾里边的有机物转变为甲烷和二氧化碳。那么我们主要要回收的就是它的产物之一甲烷。
通过这个厌氧发酵的过程,可以回收甲烷气体,同时可以对甲烷气体进行利用,例如热电联产或者做焚烧等等,有不同的利用方式。所以这种资源化利用的方式,它基本上没有尾气的污染。同时经过发酵之后,剩余的发酵残渣,就是我们通常说的沼渣、沼液,它同样可以作为有机肥来进行利用的。
对于厌氧发酵来说,有一个问题就是因为餐厨垃圾里面含有大量水分和油脂,用厌氧发酵的工艺来进行处理的话,就会增加它的处理难度,因为里边主要依靠的就是微生物的活动。
所以,在进行厌氧发酵的时候,同时因为餐厨垃圾,虽然我们是单独收集的,但是大家知道在收集的过程中,像餐馆里边还是会混合进很多的塑料,像餐盘、勺子等等这样一些杂质在里边,如果这些物料全部进到厌氧发酵罐里边的话,厌氧菌越是承受不了的。所以比较重要的一点就是前边的预处理这块,必须对进罐的物料进行重化,分理处其中的杂质。这个就是目前在国内进行餐厨垃圾资源化利用主要方式,它的一个优点和缺点的分析。
通过相关数据统计,因为我们国家现在对于餐厨垃圾资源化利用这块比较重视,在我国首批的33个试点城市里边,初步统计大概有2/3以上的城市都是比较主张采用厌氧消化作为餐厨垃圾资源化利用的技术。同时,想改用厌氧消化作为主要技术的城市还在增加,因此比较目前中国的餐厨垃圾利用的现状来说,我们可以说厌氧发酵已经成为了它的主流技术。
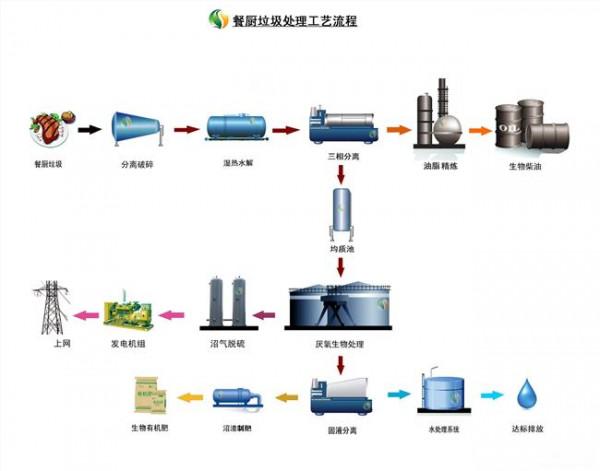
对于餐厨垃圾厌氧发酵它的主要工艺流程,像这张幻灯片中大家所看到的,在国内的话,我们这个流程主要是由这样几部分构成,第一个是餐厨垃圾的预处理系统,它主要功能就是去除餐厨垃圾里边的杂质,这是一个提纯的过程,我们不需要的那部分杂质。
然后在国内因为餐厨垃圾含油量比较高,所以它的油脂提取也是比较重要的一块,就是预处理,要提取其中的油脂进行回收利用,它可以作为化工原料,会生产生物柴油作为原料来利用。经过提纯之后的餐厨垃圾的浆液,就会送到厌氧发酵系统进行厌氧发酵。最后产生甲烷气体进行回收利用,最后发酵之后的产物还有一个处理的过程。所以主要的餐厨垃圾它的厌氧发酵就是由这样几个部分组成。
前面其实已经提到了餐厨垃圾它的一些特性,由于它具有前面我所提到的这样一些特性,利用它来做这个厌氧发酵的话,必然也会存在一些难点,所以接下来我想对这个餐厨垃圾厌氧发酵的难点进行一些分析,第一个是餐厨垃圾,其实厌氧发酵技术对于我们中国来说是一个比较成熟的技术,在污水处理领域利用率也是非常高。
现在把这个厌氧消化技术应用到餐厨垃圾里边就有如下几个问题是我们需要考虑的,第一餐厨垃圾它的含固率相对于我们原来处理的污水来说,它的含固率比较高。
如果说我们用传统的厌氧消化技术来进行处理的话,首先要想到的一个问题就是我要降低这个含固率,因此就会加入大量的清水或者回流的沼液进行稀释,这样处理之后,最后终端出来的废液它的产量就会增高,这是第一个问题。
第二因为餐厨垃圾是高油比较粘稠的状态,同时在里边不可避免还存在着塑料、瓷器等等这样一些杂质在里边,并且就我们目前对中国餐厨垃圾进行调查发现这部分杂质,它的含量还比较高。垃圾又比较粘稠,所以要把这部分杂质从餐厨垃圾里边分选出来,它的难度就比较高。
如果这部分杂质进到厌氧发酵罐里面,像塑料这样的轻物质就会浮在表面,时间长了还会结渣,这样产生的甲烷气就无法释放出来。如果重物质,像瓷器还有沙石,进到厌氧发酵里边就会在罐内发生沉积,在输送过程中对设备造成磨损,这部分是我们必须攻克的难点。
第三个,餐厨垃圾因为有机含量非常高,所以它比较容易酸化,就是厌氧发酵有水解酸化和甲烷化两个过程,它的第一阶段是在几天时间之内就会完成,就会使物料的PH值大幅度降低,PH值的降低对于第二阶段的产甲烷菌来说是非常不利的,所以有可能会导致发酵罐的酸化,这对发酵罐来说影响是比较大的。
大型的厌氧发酵罐它就存在一个表面的结渣比较难以去除的这样一个问题,就是说你不可能人进到里边或者什么方法来去除表面的结渣。同时它的沉沙也是比较难以清除的,这个表面浮渣和底部沉沙如果比较严重的话,就会导致发酵罐的清罐,这个是要极力避免发生的现象。
那么至于最后产生的沼气我们要回收利用,在利用之前因为沼气里边含有大量的硫化氢,我们在利用之前必须对它进行预处理,脱除其中的硫化氢等等,根据需要还会进行其他的处理,到满足我们使用的要求,这部分它的处理成本相对来说也是比较高的。针对于我前边所提到的这样一些餐厨垃圾它在厌氧发酵过程当中存在的难点,我们公司也是提出了一些解决方案。
接下来我们有针对性的给大家介绍一下我们公司的一些建议,第一个是对我前面提到的餐厨垃圾含固率比较高,如果稀释处理会导致最终污水产量较高的这样一个问题。我们建议的解决方式就是厌氧发酵的过程采用高含固率运行,也就是说进罐的含固率建议在16%左右,根据我们公司目前对国内餐厨垃圾现状的调查,经过预处理之后,餐厨垃圾基本上进罐的这个,就是说在不兑水的情况下,含固率大概在10%到16%之间,是这样一个区间值,建议是不加水或者不采用沼液回流的方式进行稀释。
刚才也提到采用沼液回流会增加污水的产量,采用这种高含固率运行方式的话,就可以避免前面所说的现象。但是因为餐厨垃圾含固率比较高,对于高含固率的垃圾不进行稀释的话,它对输送设备要求比较高,同时对于厌氧发酵罐的搅拌装置要求也比较高。
第二个问题,对于餐厨垃圾原料里边的杂质难以分选的问题,我们建议采用专用的预处理设备,我们公司是从德国引进技术,采用的是专门针对有机垃圾进行处理的专有设备。餐厨垃圾被收集来之后,首先是进入到接料斗里边,它设有自动顶盖和吸器口的,当餐厨垃圾来了之后,抖盖会自动打开,通过底部两条无轴螺旋进行挤压进料,设置两条的原因其实是一用一备的意思,因为餐厨垃圾里边杂质含量比较多,有可能出现卡死的情况,设置两条就可以在单条卡死的时候,另一条还可以继续进行物料的输送。
经过接收之后的物料送到第二个专有核心设备,这台设备是集多功能于一身的设备,可以将原料中的轻物质自动分离排出,对于不易破碎的一些金属杂质像勺子、易拉罐等等都可以从出料口自动排出。因为它主要的功能是破碎和轻物质分离,从这台设备出来的餐厨垃圾就是浆液了,它可以破碎到10毫米以下,同时还能自动调整浆液的浓度。
这个是分离出来的轻物质杂质的效果,从照片上大家可以看到它是非常干的,也就是说它的有机质的损失非常小。我们对分选的效果,请专业的检测机构进行了检测,从检测结果上大家可以看到,这个是对于破碎之后的浆液进行了检测,我们浆液的颗粒非常细小,大家看到70%、80%的量都是在2毫米以内的,这样就利于后端的输送和微生物的利用,从这张表格中大家看到残余的轻物质量比较小,证明我们设备对轻物质的去除量比较高。
大家在这里可以看到,它的TS比较高,含固率比较高,也就是说分选出来的轻物质是比较干燥的。同时里边夹带的食物垃圾含量只有10%以内,损失掉的有机物比较少。
经过破碎之后的浆液送到系统,这里最大可以分离TS在16%到18%的重物质,它分出来的重物质杂质也是比较清洁、比较干燥的,有机质损失非常小。同样重物质我们也是做了检测,那么它浆液中参与的重物质比较少,同时也是含水率比较低的。
对于第三个难点,我们采用的中温两项的营养发酵系统,为什么要推荐中温?第一个它的降解过程相对于高温来说比较低,即使它的降解速度可能会比高温慢一点,但是就目前我们国家餐厨垃圾处理还处于起步阶段,经验还不太丰富,所以我们就推荐采用更为稳定的中温工艺。
那么至于两项工艺也是考虑到它酸化比较快,把它和产甲烷过程分开,放在两个不同的罐里面完成。这样它的影响就可以得到控制。
因为我们国家现在餐厨垃圾处理处于起步阶段,所以我们更建议大家使用相对于较为稳定,对运营能力挑战较低的中温两项发酵工艺。至于大型营养发酵罐,它表面结渣和底部沉渣的问题,我们也是推荐专业的厌氧设备,在这里我们也是引进的欧洲技术,对厌氧发酵罐它的大型罐体主要是一个中央搅拌的问题,这里我们设置了一个低功率、可抽取式的中央搅拌器,这个搅拌器的特点,大家从照片里可以看到,可以从顶部抽取出来,当这个搅拌器需要维护的时候,那么抽取出来就行了,就不需要进行清罐处理。
还有通过进出料方式,搅拌器和罐体的特殊设计,我们可以通过这种联合的设计,来有效的排除表面的浮渣和底部沉沙,确保10年不需要清罐处理,整个系统能够处理的TS含量都高达16%。
至于最后的脱硫,我们有一个多功能罐,它第一个功能,下面是一个沼液储池,可以在这里储存沼渣、沼液,它可以进行沼气的储存,同时里面还有内置的生物脱硫装置,在这个设备里面可以使沼气里面的硫化氢由原来2500个PPM左右,降低到300个PPM以下,这个是它一个设备实现了沼气储存以及生物脱硫,可以减少占地。
由于时间原因,我的发言就到这里,谢谢大家。











{kind=link}